Koji is the essence of sake. It is what separates sake and shochu from other alcohol beverages. It is also what connects sake to shoyu (soy sauce), miso, and other Japanese fermented foods. Records of koji being used in Japan date back to the 3rd century A.D.
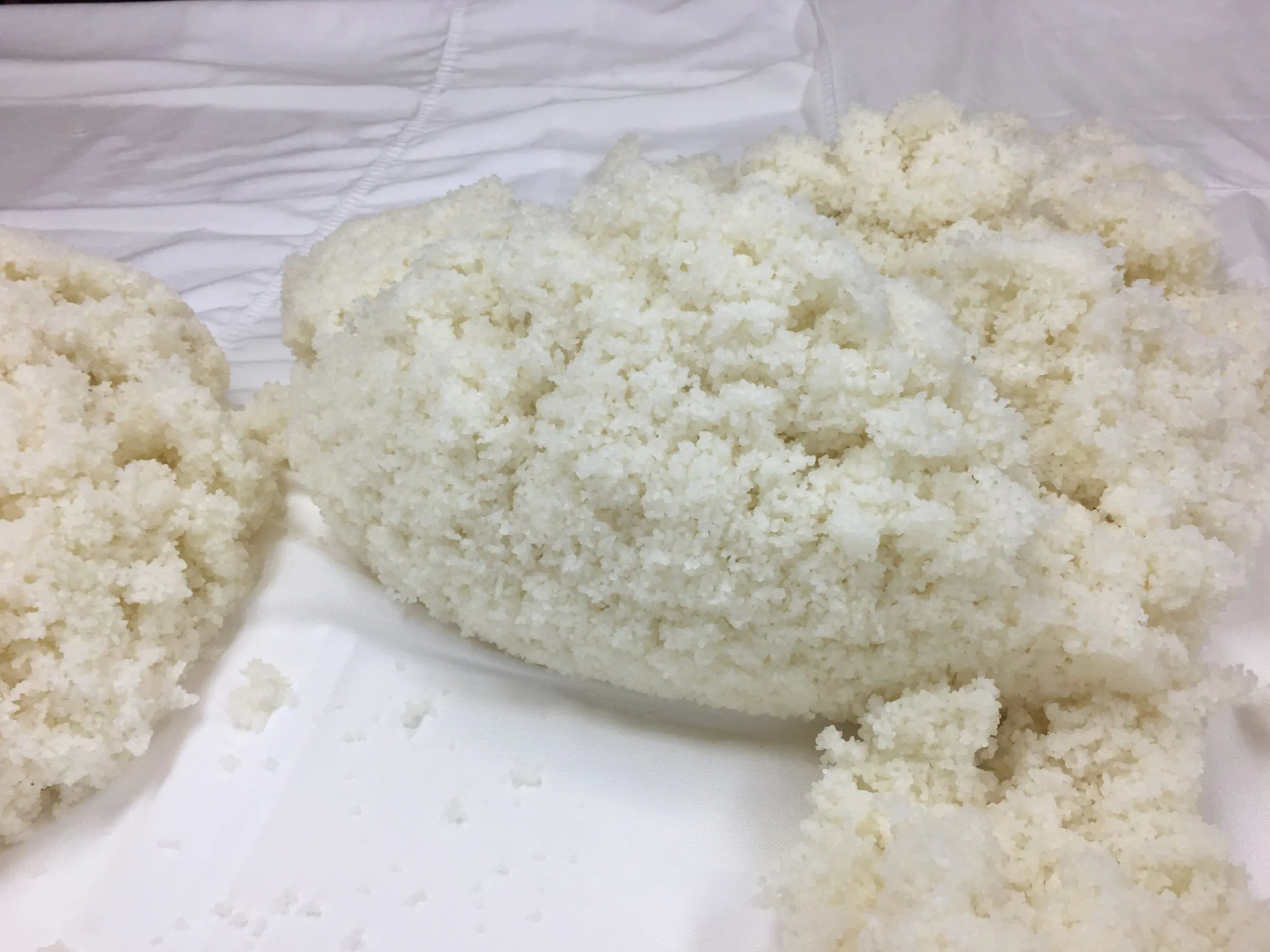
Quite simply, koji is rice that has gone through saccharification—the process of converting starch into simple sugar. For simplicity, we often refer to koji as “malted rice.”
There is a saying among sake makers, “Ichi, koji; ni, moto; san, tsukuri,” which means “first, koji; second, yeast starter (“moto”); third, brewing.” This expresses the sequence and the importance in sake making—koji being the first and the most important.
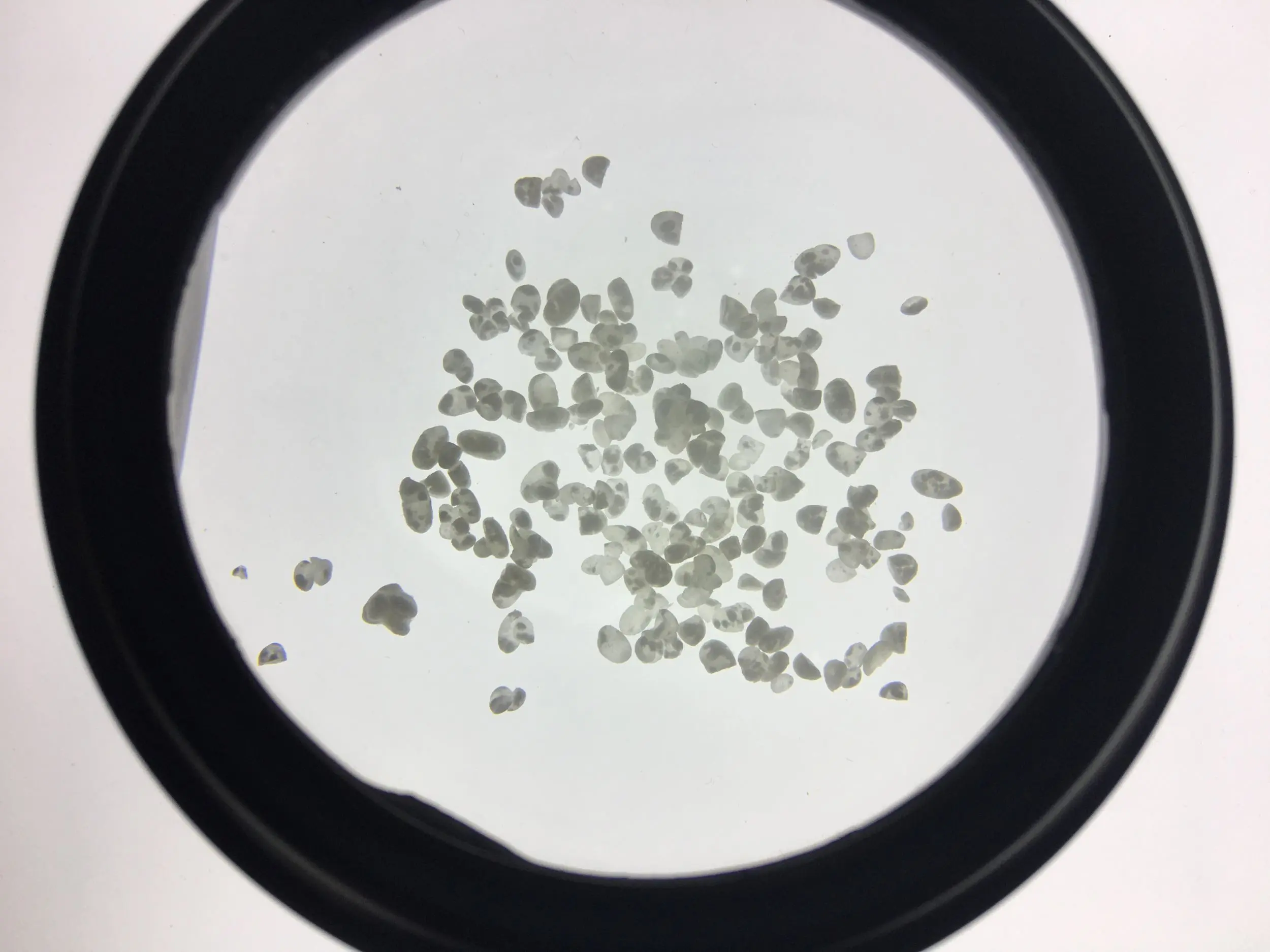
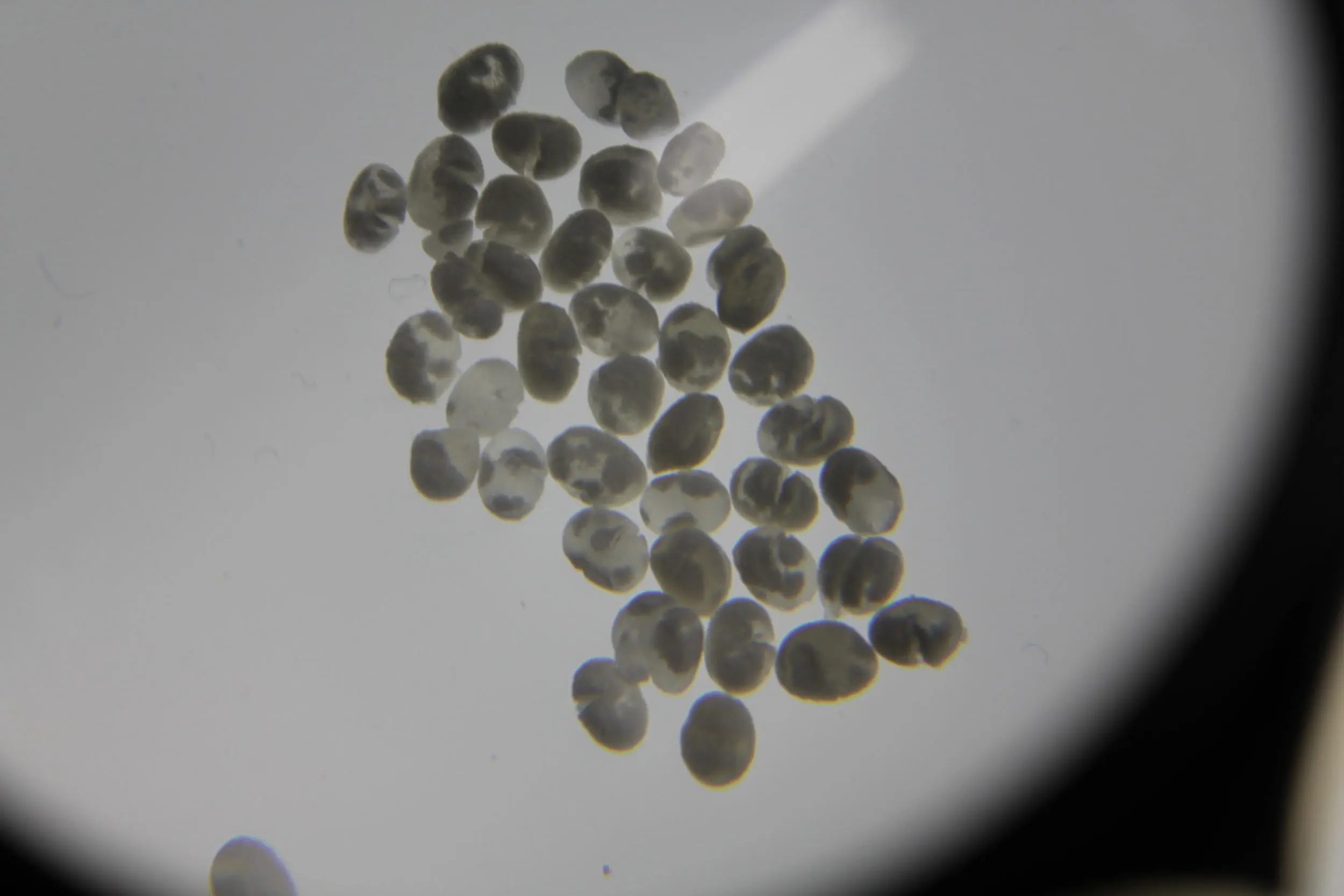
When sake makers say “koji,” most of the time, they are referring to koji rice, but, sometimes, they are referring to “koji-kin,” the mold in powder form. It’s just the context that tells you which they mean. Koji mold, “aspergillus oryzae,” produces enzymes that convert the starch into simple sugars.
TRANSITION – From Steaming to Koji Making
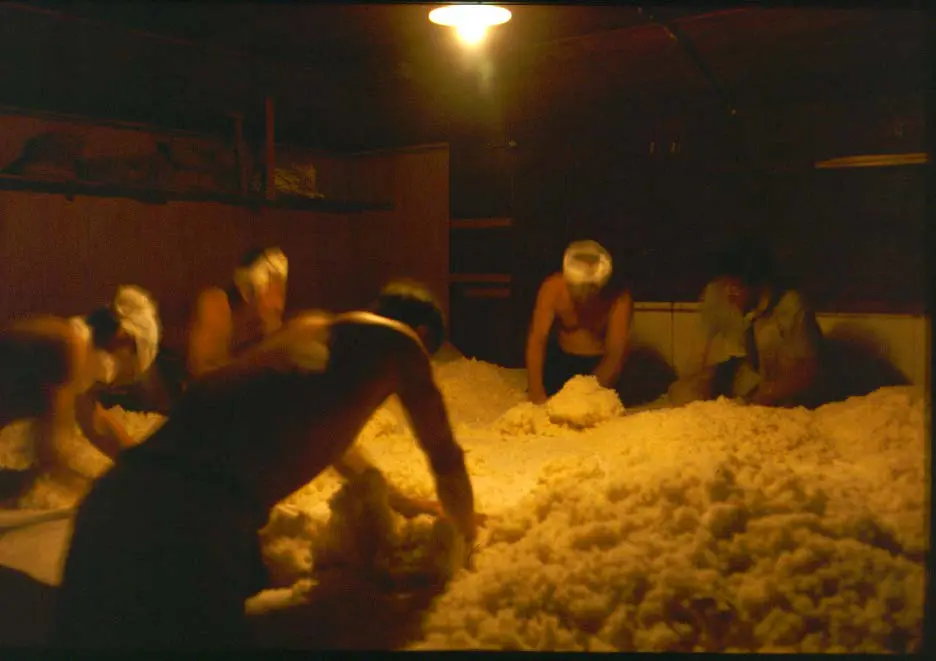
In small breweries, sake brewers carry bags of steamed rice to an area outside of the muro, the koji-making room. After letting the rice cool down, they bring it into the muro, spread it out on a long table, sprinkle koji powder on the rice, mix it in, and initiate the process of propagation, explained below.
In recent years, sake makers have started sprinkling koji-kin on the rice outside the muro, as it leaves the machine that breaks up and cools down the rice. They do this to achieve a milder development of koji and to keep their workers from inhaling mold as they would inside the muro.
MURO – Koji-making Room
Regardless of where steamed rice is cooled and koji-kin is sprinkled, the muro is where koji is developed. The muro is the heart of any sake brewery—a cherished space where a few designated brewers make koji. As you approach and enter the muro, you are greeted with a wonderful smell of malting rice, reminiscent of roasted chestnuts.
There are two areas of the muro. In the first area, heat and humidity are allowed to increase and then reduced. Heat and humidity naturally rise because of the moisture in the steamed rice and the organic activity caused by koji mold. Sake makers can maintain or increase temperature with heating coils or plates in the muro. They can release humidity with vents in the ceiling. The first 24 hours of koji making happen in this area.
In the second area of the muro, rice is cooled, aerated, and spread out in trays. Wood trays, ranging in size, are used for different steps and grades of sake unless the brewery has moved entirely to modern cooling and aerating equipment. This second area is kept drier and cooler than the first area. This is where the second 24 hours of koji making happens.
Sake makers buy koji-kin in powdered form and add grains of rice to help shake out the powder, or they use koji-kin that has been propagated on rice. Typically, the brewmaster or koji maker will use a green can with a screen in the lid, but some sake makers use a plastic container with holes punctured in the top. The micro-step of sprinkling koji kin is called “tanekiri.”
There are different types of koji—yellow, which is used to make sake, and black and white, which are used to make shochu. There are different suppliers of koji and types that they sell. Until ten years ago or so, koji was a more “generic” ingredient compared to rice or yeast; however, over the past several years, sake makers and koji producers have been diversifying. Sake brewers now often use two or more types of koji, but not many types. In the future, the vendor and type of koji-kin might become a data point for a sake.
TRADITIONAL HANDMADE KOJI
In the traditional method, sake makers cool down the rice, bring it into the muro, sprinkle koji on the rice and mix it together. They then wrap it up and leave it for 12 hours. They come back, open it up, mix it again, and wrap it up.
After 24 hours, they unwrap the mound of koji, the “mori,” and begin the process of drying it and cooling it. In the second 24-hour phase, the development of koji is almost completely stopped. There are two methods of making koji which relate to how aggressively sake makers malt the rice. Higher grade sake will be malted less, while lower grade sake will be malted more.
NEW METHOD, OUTSIDE MURO
At the Saiya Brewery, makers of Yuki No Bosha, Takahashi-toji, their celebrated brewmaster, sprinkles koji kin on steamed rice before it goes into the muro. This approach is becoming more prevalent, especially among producers who can afford the cooling machines.
TSUKI HAZE AND SO HAZE
There are two main methods and goals in making koji. “Tsuki haze” (“tsu-ki ha-zay”) involves a lighter sprinkling of koji and lower humidity and heat. Seeking moisture, which is limited, the mold grows into the rice. Tsuki haze is used for ginjo and daiginjo. Because it is more gentle, less starch is converted to sugar. This is left for the next steps and enables ginjo yeasts to work their magic.
In “so haze” (“so ha-zay”), brewers sprinkle more koji-kin and allow for higher heat and humidity. The enzymes then grow on the outside of the grain and more aggressively. More sugar is produced which results in a faster fermentation. This method is used for junmais, honjozos, and futsushus.